
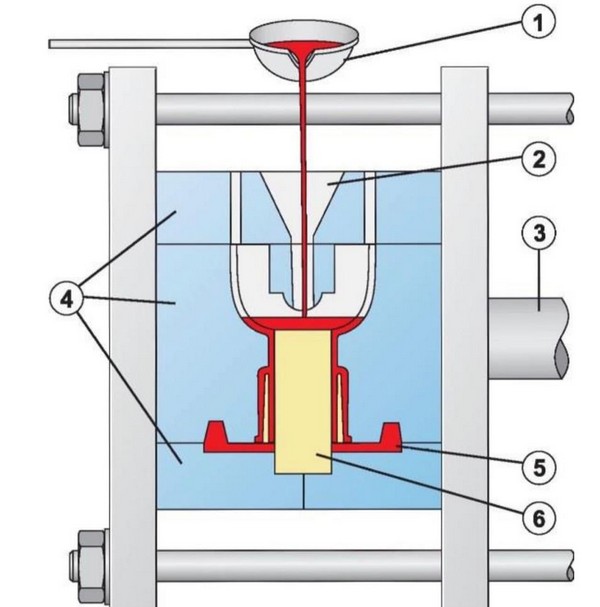
На рисунке процесс литья в кокиль показан наглядно.
Рисунок: 1– разливочный ковш; 2 – основные литниковые ходы (воронка, стояк); 3 – гидроцилиндр; 4 – кокиль; 5 – литниковая система; 6 – песчаный стержень
Значимость литейного производства для фрезерных станков не уменьшается, а наоборот увеличивается. Массовая доля литых заготовок в машиностроительных изделиях составляет более 30 % и имеет тенденцию к увеличению.
Центральное место литейного производства в изготовлении фрезерных портальных станков с ЧПУ обусловлено рядом его несомненных преимуществ:
Отливки имеют большую степень конфигуративной точности и максимально приближены к деталям. Отходы металла в стружку у литых заготовок до 1,5 раза меньше, чем у деталей, изготовленных из проката. Соответственно снижается себестоимость изготовления станины, при весе станины портального фрезерного станка несколько десятков тонн это составляет значительную экономию.
Сущность процесса
Кокиль – металлическая форма, которая заполняется расплавом под действием гравитационных сил. В отличие от песчаных (песчано-глинистых), металлическая форма используется для получения отливок многократно, поэтому их называют постоянными.
Основные операции технологического процесса
Последовательность изготовления отливки в кокиле состоит из небольшого числа основных операций.
Перед заливкой расплава кокиль станины фрезерного станка подготовляют к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, масла; проверяют легкость перемещения подвижных частей, точность их центрирования, надежность крепления. Затем на поверхность рабочей полости и металлических стержней наносят слой огнеупорного покрытия. Состав облицовок и красок зависит в основном от заливаемого сплава, а их толщина – от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка.
Как видно, процесс литья в кокиль станинны и мелких деталей фрезерного портального станка – малооперационный. Манипуляторные операции достаточно просты и кратковременны, а лими-тирующей по продолжительности операцией является охлаждение отливки в форме до заданной температуры. Практически все операции могут быть выполнены механизмами машины или автоматической установки, что является существенным преимуществом способа, и, конечно, самое главное – исключается трудоемкий и материалоемкий процесс изготовления формы: Кокиль используется многократно.
Особенности формирования и качество отливок
Кокиль – металлическая форма, обладающая по сравнению с песчаной значительно большей теплопроводностью, теплоемкостью, прочностью, практически нулевой газопроницаемостью и газотворностью.
Эти свойства материала кокиля обусловливают рассмотренные ниже особенности его взаимодействия с металлом отливки станины фрезерного портального станка.
1. Высокая эффективность теплового взаимодействия между отливкой и формой: расплав и затвердевающая отливка охлаждаются в кокиле быстрее, чем в песчаной форме, т. е. при одинаковом гидростатическом напоре и температуре заливаемого расплава заполняемость кокиля обычно хуже, чем песчаной формы. Это осложняет получение в кокилях отливок из сплавов с пониженной жидкотекучестью и ограничивает минимальную толщину стенок и размеры отливок. Вместе с тем повышенная скорость охлаждения способствует получению плотных отливок с мелкозернистой структурой, что повышает прочность и пластичность металла отливок. Однако в отливках из чугуна, получаемых в кокилях, вследствие особенностей кристаллизации часто образуются карбиды, отрицательно влияющие на свойства чугуна: снижается ударная вязкость, износостойкость, резко возрастает твердость в отбеленном поверхностном слое, что затрудняет обработку резанием таких отливок и при- водит к необходимости подвергать их термической обработке (отжигу) для устранения отбела.
2. Кокиль практически неподатлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение ее из формы, может вызвать появление внутренних напряжений, коробление и трещины в отливке. По этой причине необходимо выдерживать станину фрезерного портального станка в условиях окружающей среды три года.
Однако размеры рабочей полости кокиля могут быть выполнены значительно точнее, чем песчаной формы. При литье в кокиль отсутствуют погрешности, вызываемые расталкиванием модели, упругими и остаточными деформациями песчаной формы, снижающими точность ее рабочей полости и соответственно отливки. Поэтому отливки в кокилях получаются более точными. Точность отливок в кокилях обычно соответствует 12–15-ам квалитетам. При этом точность по 12-му квалитету возможна для размеров, расположенных в одной части формы станины фрезерного станка. Точность размеров, расположенных в двух и более частях формы, а также оформляемых подвижными частями формы, ниже. Коэффициент точности отливок по массе достигает 0,71, что обеспечивает возможность уменьшения припусков на обработку резанием.
3. Физико-химическое взаимодействие металла отливки и кокиля минимально, что способствует повышению качества поверхности отливки станины портального фрезерного станка. Отливки в кокиль не имеют пригара. Шероховатость поверхности отливок определяется составами облицовок и красок, наносимых на поверхность рабочей полости формы, и соответствует Rz = 80–10 мкм, но может быть и меньше.
4. Кокиль практически негазонепроницаем, газотворность его минимальна и определяется, в основном, составами огнеупорных покрытий, наносимых на поверхность рабочей полости. Однако газовые раковины в кокильных отливках – явление не редкое. Причины их появления различны, но в любом случае расположение отливки в форме, способ подвода расплава и вентиляционная система должны обеспечивать удаление воздуха и газов из кокиля при заливке.
Эффективность производства станин фрезерных портальных станков
Эффективность производства отливок в кокиль, как, впрочем, и других способов литья, зависит от того, насколько полно и правильно инженер-литейщик использует преимущества этого процесса, учитывает его особенности и недостатки в условиях конкретного производства.
Достоинства литья в кокиль на основе производственного опыта
1. Повышение производительности труда в результате исключения трудоемких операций смесеприготовления, формовки, очистки отливок от при- гара. Поэтому использование литья в кокили, по данным различных предприятий, позволяет в 2–3 раза повысить производительность труда в литей- ном цехе, снизить капитальные затраты при строительстве новых цехов и реконструкции существующих за счет сокращения требуемых производственных площадей, расходов на оборудование, очистные сооружения, увеличить съем отливок с 1 м2 площади цеха.
2. Повышение качества отливки, обусловленное использованием металлической формы, повышение стабильности показателей качества: механических свойств, структуры, плотности, шероховатости, точности размеров отливок деталей фрезерных портальных станков.
3. Устранение или уменьшение объема вредных для здоровья работающих операций выбивки форм, очистки отливок от пригара, их обрубки, общее оздоровление и улучшение условий труда, меньшее загрязнение окружающей среды.
4. Механизация и автоматизация процесса изготовления отливки, обусловленная многократностью использования кокиля при изготовлении деталей рамы фрезерных портальных станков. При литье в кокиль устраняется сложный для автоматизации процесс изготовления литейной формы. Остаются лишь сборочные операции: установка стержней, соединение частей кокиля и их крепление перед заливкой, которые легко автоматизируются.
Вместе с тем устраняется ряд возмущающих, не стабильных факторов, влияющих па качество отливок при литье в песчаные формы, таких, как влажность, прочность, газопроницаемость формовочной смеси, что делает процесс литья в кокиль более управляемым. Для получения отливок заданного качества легче осуществить автоматическое регулирование технологических параметров процесса. Автоматизация процесса позволяет улучшить качество отливок, повысить эффективность производства, изменить характер труда литейщика-оператора, управляющего работой таких комплексов в серийном производстве фрезерных станков.
Литье в кокили имеет и недостатки
1. Высокая стоимость кокиля, сложность и трудоемкость его изготовления.
2. Ограниченная стойкость кокиля, измеряемая числом годных отливок, которые можно получить в данном кокиле. От стойкости кокиля зависит экономическая эффективность процесса, особенно при литье чугуна и стали, и поэтому повышение стойкости кокиля является одной из важнейших проблем технологии кокильного литья этих сплавов.
3. Сложность получения отливок с поднутрениями, для выполнения которых необходимо усложнять конструкцию формы – делать дополнительные разъемы, использовать вставки, разъемные металлические или песчаные стержни.
4. Отрицательное влияние высокой интенсивности охлаждения расплава в кокиле по сравнению с песчаной формой. Это ограничивает возможность получения тонкостенных протяженных отливок, а в чугунных отливках приводит к отбелу поверхностного слоя, ухудшающему обработку резанием; вызывает необходимость термической обработки отливок рамы портального фрезерного станка.
5. Неподатливый кокиль приводит к появлению в отливках деталей фрезерного станка напряжений, которые устраняются выдерживанием в условиях внешней среды до пяти лет.
Преимущества и недостатки этого способа определяют рациональную область его использования: экономически целесообразно, вследствие высокой стоимости кокилей, применять этот способ литья только в серийном или массовом производстве. Серийность изготовления станин портальных фрезерных станков при литье чугуна должна составлять более 20 крупных отливок в год Эффективность литья в кокиль обычно определяют в сравнении с литьем в песчаные формы. Экономический эффект достигается благодаря устранению формовочной смеси, повышению качества отливок, их точности, уменьшению припусков на обработку, снижению трудоемкости очистки и обрубки отливок, механизации и автоматизации основных операций и, как следствие, повышению производительности и улучшению условий труда в производстве фрезерных станков.
Таким образом, литье в кокиль с полным основанием следует отнести к трудо- и материал сберегающим, мало операционным и малоотходным технологическим процессам, улучшающим условия труда в литейных цехах заводов по производству фрезерных станков и уменьшающим вредное воздействие на окружающую среду.
Информация из учебного пособия «Специальные виды литья» Часть 3. Литье в кокиль, классификация металлических форм,конструкции по признакам и разновидностям Научный редактор: доктор технических наук А.Б. Финкельштейн Подготовлено кафедрой литейного производства и упрочняющих технологий Екатеринбург 2017/